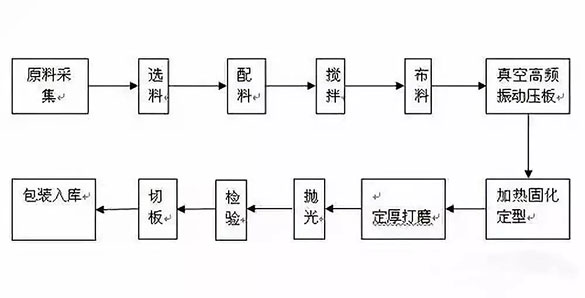
3、配料:選料完畢后,將材料運(yùn)入混料系統(tǒng)。材料在無重力混料機(jī)中充分混合,消除材料色差及顆粒不均勻問題。混料完畢后,輸送至對應(yīng)配料倉,生產(chǎn)時(shí)由配料系統(tǒng)自動配料。
4、攪拌:將不飽和聚酯樹脂、顏料、助劑及顆粒粉料充分?jǐn)嚢杌旌稀?/div>
5、布料:攪拌好的混合材料通過傳送皮帶,進(jìn)入布料車內(nèi),再由布料車將料均勻的布入布料模框內(nèi)。
6、真空高頻振動壓板:布料完畢后,傳輸至壓機(jī)設(shè)備,在-0.1MPa的真空條件下進(jìn)行震動壓制。
7、加熱固化定型:壓制完畢后,毛坯入固化爐85-110℃加熱成型。
8、定厚打磨:毛坯固化后,經(jīng)24小時(shí)冷卻降溫,進(jìn)入定厚設(shè)備進(jìn)行定厚。
9、拋光:定厚完畢后,通過20頭拋光機(jī),進(jìn)行水磨拋光。根據(jù)不同需求,拋光至光澤度達(dá)到40-70°。
10、檢驗(yàn):對板材外觀質(zhì)量進(jìn)行檢驗(yàn)。




計(jì)師網(wǎng)")
")




 新浪微博
新浪微博 在線客服
在線客服 閩公網(wǎng)安備 35020302000986號
閩公網(wǎng)安備 35020302000986號