無縫臺面板加工的基本工藝流程:
1、工藝單的制作
2、選料
3、切板
4、定厚
5、黏接
6、臺盆孔以及水喉孔加工
7、磨邊成型
8、打磨拋光
9、版面處理
10、檢驗
11、包裝入庫
1
一.工藝單的制作
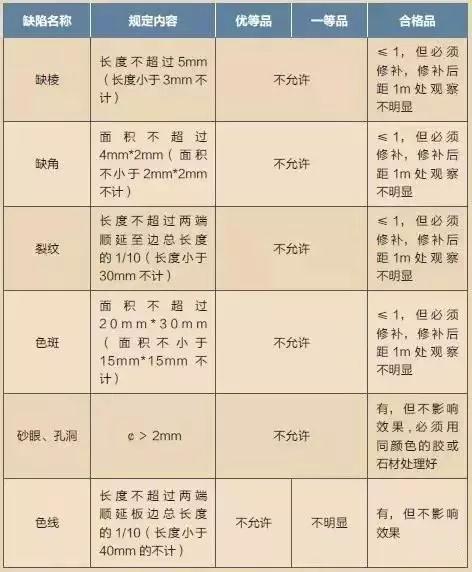
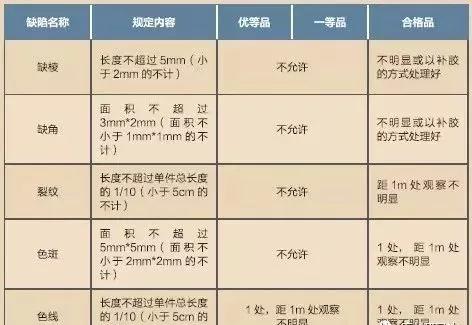
1.1材料質量要求
1.2切板尺寸以及成品尺寸要求
臺面板尺寸的要求依據臺面板安裝情況而定。
(1)臺面板卡在墻兩端安裝:這種情況下,靠墻的長度尺寸不能長,只能小1~2mm;不靠墻或一邊靠墻方向的尺寸視材料、加工工藝、磨邊的情況而確定。如果沿長度方向雙邊磨邊,寬度方向尺寸就必須加2mm的打磨拋光余量,至少不能少于1mm;單邊磨邊的余量不能少于1mm。如果材料底邊崩邊較嚴重,就需要在寬度方向加不少于崩邊長或寬的余量,打磨拋光時將余量消除。
(2)臺面板一端或兩端均不卡在墻兩端:長、寬尺寸都可以適當大一些,以5mm以下為限;打磨拋光時可以將余量消除,也可以不消除。
1.3工藝要求
(1)切板要求:工藝單中要指明用什么設備切板,設備的精度要求、鋸片要求、尺寸標準、切板后的表面崩邊、崩角的質量要求。
(2)定厚要求:定厚的目的是消除臺面板底面崩邊,定厚的質量決定了無縫臺面板的質量。定厚深度的依據是底面崩邊的情況,寬度則以大于黏條的厚度或寬度為宜。(如圖)
AB定厚線及G圖未將崩邊處定厚掉,因此定厚不合格;CD定厚線及F圖將崩邊已完全定厚掉,定厚合格。
在底邊定厚時要注意選擇電鍍銑輪,這是因為電鍍銑輪比燒結銑輪定厚出來的面更平整,表面無弧面現象。定厚時要控制機床的運行速度,防止定厚進刀、出刀處被銑低現象的發生。
定厚面的平整控制在0.5mm/m以下,才能確保黏接縫在0.5mm以下。
(3)黏接要求:黏接是無縫臺面板加工工藝中最為關鍵的一道工序,如果臺面板黏接的質量差,膠的顏色調得不好,將大大影響無縫臺面板膠縫的質量。
(4)成型、磨邊要求:臺面板成型時,要留1mm的打磨拋光余量,打磨拋光時,將余量消除。
(5)臺盆孔加工要求:給出臺盆孔的形狀、尺寸、磨邊及尺寸偏差要求。
(6)臺面板的質量檢驗要求:材料要求、尺寸標準、臺盆孔以及水吼孔要求。
(7)包裝要求指定包裝材料;指定包裝方式;指定包裝箱的加固方式。
1.4加工質量要求
臺面板板面質量要求、尺寸要求、邊的形狀質量要求、臺盆孔的質量要求、水吼孔的質量要求及臺面板底部內腔的尺寸要求,是否與家具的尺寸配合。
2
二.選料要求
花崗石質量
3
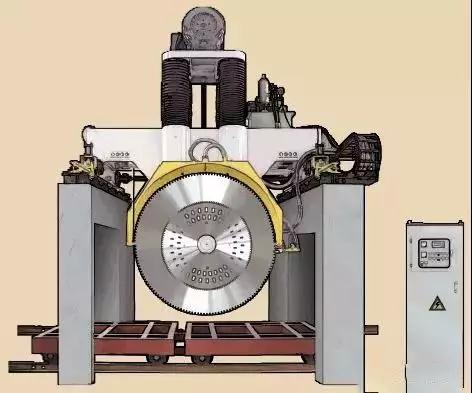
三.切板要求
3.1對設備的要求
1)切板設備精度能控制在±0.5mm內;對角線精度控制在±0.5mm內。
2)設備工作面臺面平整、臺面上的襯墊基本完好,鋸縫少;切下的板,底邊崩邊、掉角少。
3)崩邊的大小不超過1mm(深)*2mm(寬);切下的板對面的要求是無崩邊或鋸齒邊現象。
4)設備主軸運轉正常,無跳動現象。
5)設備無漏油現象,因為設備漏油將污染臺面板。
3.2鋸片要求
3.3切板參數要求
切板過程中控制鋸片的行走速度,先以較低速度切板,再逐漸調大鋸片的行走速度,切割過程中觀察板面的崩邊情況,直到板面出現了細微的崩邊就不要再加大切割的速度了;對于不易產生崩邊的材料通過切割時的聲音判斷鋸切的速度是否合適。切割過程中要加大水量,保證鋸片上水量充足,得到充分的潤滑。有切板參數的可以參考切板參數鋸切臺面板。
3.4切板質量要求
控制切割時的板面質量,不允許有崩邊、掉角現象。如果臺面板背面需要黏接的,也要保證背面的邊、棱、角的完整無損,確保黏接、打磨拋光后的加工質量。
切板的時候要注意之前已切材料與現在切的材料之間的顏色、紋理差別,尤其是同一套臺面之間的差別。
為確保黏接條與臺面板的拼縫做到無縫的質量要求,對一些崩邊、崩角無法避免的材料,可以在被黏處的邊增加3~5mm的加工余量或通過定厚2mm的方式來消除崩邊、崩角的現象。長度方向黏接,可以在寬度方向加3~5mm;寬度方向黏接邊,可以在長度方向3~5mm的余量。黏接好邊后,用磨邊或修邊的方式將黏接余量消除。
臺面板板材尺寸標準:長(0、-1);寬(-3、3);厚度(-1、1)。對于一些與家具配套的臺面板,要特別注意切板尺寸精度的控制。
3.5放置要求
臺面板放置必須光面朝前,光面與背面之間用不褪色的隔條或泡沫隔開,并保持板面的清潔。大板在后,小板在前放置;長板在后,短板在前。所有板立放,嚴禁平放。防止小板被大板壓斷,導致斷裂修補而影響板面的質量。
3.6轉運要求
臺面板轉運前必須檢查是否按以上要求放置,并用捆綁帶捆緊。叉車轉運,或手拉叉車轉運。加工過程中的板材搬運,以立式搬運為宜。
4
四. 異型臺面板加工
異型臺面板的手工切割的工具是手切機,手切機價格便宜,使用靈活。切割時先用標準模板畫線,比照線用手切機切下異型板,然后由人工將臺面板修磨標準。
5
五. 黏接
黏接工序是無縫臺面板加工中關鍵的工序,決定著黏接縫的大小、膠的顏色質量以及臺面板最終是否達到了無縫的效果。
5.1板材質量的檢驗
檢驗方法:
★顏色、紋路、板材表面的膠補品質距板材1.0 m處目測。
★板材厚度用卷尺或游標卡尺檢驗;長寬尺寸用卷尺檢驗。
★平整度的檢驗用平度尺配合塞尺檢驗。
★光度用光學光度檢驗計檢驗。
5.2待黏面的清潔
待黏面黏接處的清潔程度對膠縫的純凈程度影響很大。無縫臺面板黏接加工時必須對黏接處進行清潔,消除表面的臟物、灰塵、水分、油污、化學藥劑之類的東西,這些物質不清潔掉,將有可能改變膠黏劑的顏色,使原本無縫處看起來有縫或存在較大的縫隙。
待黏面清潔可以用干凈不褪色的抹布擦除表面的灰塵、水分、臟物;無法擦除的臟物則使用化學清潔劑、有機溶劑處理,處理完畢后要將殘留液清除干凈。
5.3黏接表面的處理
黏接表面處理主要目的是對待黏處及黏接條進行粗磨、定厚、花刀加工,增大待黏處的粗糙度,增加膠黏劑的黏接力。對于大面積板面的黏接,增加粗糙度是非常重要的,如果采用光滑的表面或者光面進行黏接,可能會因黏接表面過于光滑,造成被黏物之間作用力太小而脫落。黏接表面粗磨要讓被黏表面看上去有明顯的凹凸不平感,用手觸摸能感覺到深淺的起伏。
面積大的表面黏接要有足夠的粗糙度,必須用6O#的金剛石磨盤粗磨,也可以通過酸洗、噴砂的方式獲得粗糙度。黏接表面開槽的目的和作用就是為了使膠黏劑滲入到槽中,增加膠黏劑的滲透力,使膠黏劑與被黏體盡可能連成一體,增強膠黏劑與被黏
石材http://www.stonebuy.com/表面的凝聚力,從而達到增強黏接力的目的。黏接前,必須將槽內的水份、石粉等雜物清理干凈,保持槽內干燥,否則對黏接力會有影響。
5.4調膠
★黏接環境的要求:選擇無塵、少塵、通風的環境,粉塵可能對黏接縫質量造成影響。選擇通風的環境利于膠黏劑的自然干燥,降低黏接環境的溫度、濕度對膠黏劑的影響。
★黏接工具的要求:選擇塑膠鏟刀調膠、刮膠;使用可調夾緊力的“F”型夾、“A”型夾、“G”型夾黏接條。
5.5黏接加工步驟
(2)檢查黏接條的長、寬、厚尺寸是否符合標準;是否有嚴重變形。
(3)檢查臺面板的底部待黏接處是否崩邊嚴重,如果崩邊嚴重,將崩邊處打磨或定厚,使崩邊處完全磨去。
(4)底面黏接的將底面打毛,將黏接條的光面也打毛,使黏接面成為粗糙面;側面黏接的,將側面打毛,并試拼黏接條與臺面板以檢查兩者拼合的縫大小。
(5)嚴格按5.4中的調膠要求對照臺面板板面的顏色,按調膠的原則、方法、步驟調出顏色與板面顏色一致或基本一致的膠。
(6)黏接前要先將待黏表面清潔干凈、無粉塵、油污之物,將黏接表面進行打磨或打毛處理,以保證良好的黏接力。
將黏條與被黏處貼合,并來回推動黏條,使被黏處膠均勻。為使黏接條與臺面板牢固地黏結,在黏接條與臺面板對齊后,用“F”型夾或“G”型夾、“A”型夾將黏接條夾緊,夾子每隔350~300mm夾一個,并擰緊夾緊螺栓。
在夾緊過程中要注意擰力的大小,不要用力太大使黏接條被夾斷。夾緊過程中溢出的膠在未干時及時用鏟刀或刀片清理干凈。黏接過程中要注意黏合面兩塊板之間的縫隙要越小越好,最好控制在0.1~0.3mm。如果縫隙過大,加大夾子的擰緊力,如果還是膠縫過大,在膠未干時將黏接條拿去或割掉。
膠黏劑干透后撤去夾子,收好已黏好的臺面板靜置1小時以上再打磨拋光。如果是用雅科美膠、環氧樹脂膠黏接,最好靜置24小時方能保證膠黏劑完全干燥。
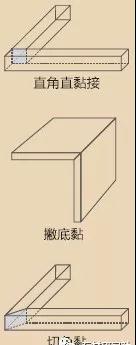
轉角的黏接方式:
臺面板經常是多條邊要黏接,這時就存在相鄰邊黏接時如何處理的問題。處理的好,黏接縫可以達到無縫的效果。處理的不好,黏接縫的過大將影響臺面板的質量。臺面板轉角黏通常的處理方法是切45°(相拼角為90°)或采用撇底的方式相黏,只要切角標準,黏縫完全可以做到無縫。如果采用直角直接相黏,就要把黏接縫放到臺面板的側面去。
6
六.磨邊成型加工
6.1邊的成型邊的成型
就是把臺面板的某個邊緣按生產加工單要求加工成各種幾何形狀。常見邊有大斜邊、大圓邊、法國邊、海棠邊等。
6.2無縫臺面板的改善方法
6.3臺盆孔成型、鉆水喉孔臺盆孔的成型較之邊的成型更復雜。
臺盆孔成型有便捷式手工磨邊機、萬能加工中心、騰龍磨邊機、手扶磨機、手工成型。水刀機挖臺盆孔、水喉孔。臺盆孔、水喉孔尺寸標準0~+1。如臺盆孔要打磨拋光,水刀機加工時,尺寸標準為-1~0。
7
七.臺面板邊打磨拋光
臺面板打磨拋光目前仍以手工打磨拋光為主,尤其是異型臺面板打磨拋光。臺面板打磨拋光時,操作者邊打磨,邊檢驗黏接縫的質量情況。
如果膠縫大、膠的顏色不對,就不要繼續打磨拋光了,要將不合格的退回黏接工序重新返工,待處理好縫后再打磨拋光。打磨拋光過程中發現黏接縫中有漏膠的,要將漏膠處用膠填充飽滿。切不可打磨拋光完成后再去補膠,否則補完膠后又要重新打磨拋光。
打磨拋光過程中,操作者要觀察所使用的磨片會不會掉色,會不會對黏接縫污染。如果有此現象,要及時更換磨片。
8
八.臺面板的板面處理
臺面板加工過程中經過了許多的工序,板面極易劃傷、被打磨拋光中使用的循環水所腐蝕,尤其是黑色、深色
石材http://www.stonebuy.com/以及人造崗石更是如此。臺面板的板面質量是客戶驗貨時認真檢驗的項目,因此,無縫臺面板在檢驗包裝之前,檢驗人員對臺面板的板面質量還要認真檢驗,表面檢驗質量在光度上達不到要求的還要重新打磨拋光提高光度,或用拋光輔助材料對板面進行增光處理。板面被水腐蝕的,必須用草酸材料加清水進行清洗,清洗時用電動磨機+羊毛氈打磨,直到
石材http://www.stonebuy.com/板面的腐蝕印跡被除去。











 新浪微博
新浪微博 在線客服
在線客服 閩公網安備 35020302000986號
閩公網安備 35020302000986號